

‘Chevy Madness’ Chevrolet C10 Resto Mod & Full Custom Build
Project Consultation & Design Development
Every truly bespoke build begins long before the first bolt is removed, and Jason's Chevrolet C10 was no exception. Unlike a traditional restoration, this project demanded a far more collaborative and personal approach from the outset. It wasn't simply about restoring a classic pickup—it was about creating a vehicle that reflected Jason's personality, ideas and long-held vision while rectifying the frustrations of a previous unfinished build.
From our very first meeting, we spent considerable time discussing styling, functionality and the overall direction of the project. Through countless conversations, digital concept designs, reference imagery, phone calls and messages, every aspect of the build was carefully explored and refined. Rather than imposing our own ideas, we worked closely with Jason to understand exactly what he wanted to achieve, developing a cohesive design that balanced aesthetics, practicality and engineering.
This was a project that had been years in the making. Following a disappointing experience elsewhere, progress had come to a complete standstill, leaving the truck unfinished and Jason understandably uncertain about where to turn next. When he approached Concours Classics, our objective was not only to continue the build, but to restore confidence in the project itself. We began by carefully assessing everything that had been completed previously, identifying areas that required improvement, and establishing a clear plan to transform an unfinished collection of parts into the custom truck Jason had always envisioned.
With a defined direction and renewed enthusiasm, the journey finally began. Every decision moving forward would be made with Jason's involvement, ensuring the build remained true to his original aspirations while benefiting from the craftsmanship, engineering and attention to detail that underpin every bespoke project undertaken at Concours Classics.




Post-Blasting Welding & Metal Reconstruction
With the chassis, cab and bed returned from the sandblasters, the true extent of the metalwork became visible. Stripping every component back to bare steel provided an honest assessment of the truck's condition, exposing previous repairs, corrosion and fatigue that had been hidden beneath decades of paint and filler. This clean foundation allowed every repair to be completed correctly, ensuring the C10 would be structurally sound for many years to come.
One of the most significant elements of this phase was the complete replacement of the roof skin. A new genuine replacement panel was sourced and imported from the United States before being carefully prepared and fitted to the cab. The original roof was removed without compromising the surrounding structure, allowing the new skin to be precisely aligned before being welded into position - with careful removal of a rodents nest before hand. Particular care was taken to maintain the factory contours and panel dimensions, ensuring the replacement became indistinguishable from the original body.
Attention then turned to the cab floor, where extensive corrosion required sections to be completely remanufactured. Rather than relying on aftermarket repair panels, new floor pan sections were hand-fabricated in-house from fresh steel, allowing every pressing, flange and profile to be recreated specifically for this truck. Once trial-fitted, each section was carefully welded into place before being dressed and metal finished to restore both the strength and appearance of the cab.
The windscreen surround and roof gutter assemblies also required significant reconstruction. Corroded sections were carefully removed before replacement pieces were fabricated and installed, restoring the integrity of these critical structural areas while ensuring the windscreen aperture and rain channels retained their original dimensions and fit.
Further structural repairs were carried out to the rear of the cab. A new outer rear cab panel was sourced from the United States, while the inner floor support section behind it was manufactured entirely in-house. This allowed us to replicate the original construction while improving structural rigidity where required. Both components were carefully aligned and welded together, ensuring the rear of the cab was returned to a factory-correct standard.
Additional repairs were completed to the bulkhead using replacement sections imported from the United States. Each repair panel was accurately trimmed, trial-fitted and butt welded into position before being metal finished, restoring the structural integrity of the firewall while maintaining the original factory pressings and appearance.
Following the completion of all welding and fabrication, every repaired area was thoroughly cleaned, dressed and treated to prevent future corrosion. Welds were finished, bare steel was chemically prepared and all exposed metal received the appropriate corrosion protection before the entire assembly was sealed beneath coats of high-build epoxy primer. This created a durable, moisture-resistant foundation for the bodywork and paint stages while ensuring every fabricated repair remained protected for the lifetime of the vehicle.





Pre-Dry Build & Bespoke Metal Fabrication
Before the vehicle entered its dry build phase, our attention turned to one of the defining aspects of the project—completely reimagining the rear of the C10 through bespoke metal fabrication. Rather than modifying existing panels to simply fit, our objective was to improve the overall proportions of the truck, creating a more cohesive and purposeful design that looked as though it could have left the factory that way.
The rear wings became the focal point of this transformation. After carefully assessing the truck's original body lines, it became clear that extending the lower sections of the rear wings would create a far smoother visual transition into the rear of the vehicle. Using traditional coachbuilding techniques, each wing was cut, reshaped and hand-fabricated before being metal finished to produce a continuous flow that complemented the truck's long, sweeping profile.
To ensure every modification remained perfectly symmetrical, the body was repeatedly laser measured throughout the fabrication process. Every body line, return edge and panel profile was referenced from side to side, allowing us to maintain absolute consistency while refining the new design. This level of precision ensured the modifications enhanced the original styling rather than distracting from it.
With the revised rear wings complete, attention turned to the rear bumper. Rather than adapting the factory component, we designed and fabricated an extended rear bumper that echoed the new bodywork, filling the visual gap beneath the truck and creating a far stronger connection between the rear quarters and the tail of the vehicle. The result was a cleaner, more balanced appearance that dramatically improved the overall proportions of the C10.
To accurately develop the new rear profile, a bespoke hand-built buck was produced in-house. This allowed each fabricated section to be formed, trial-fitted and refined with complete accuracy before final welding, ensuring every curve and transition flowed naturally into the surrounding bodywork. The buck also enabled both sides of the vehicle to be replicated with exceptional precision, something that would have been impossible through estimation alone.
Alongside the body modifications, we also designed and manufactured a completely bespoke stainless steel exhaust system. Fabricated entirely in-house, the system was engineered specifically around the truck's chassis and drivetrain, incorporating a custom valved arrangement that provides refined cruising characteristics when closed while delivering an unmistakable V8 soundtrack when opened. Every section was hand-fabricated, TIG welded and carefully routed to maximise both performance and ground clearance.
This entire phase was completed before the vehicle entered its dry build. By investing the time to perfect the truck's most significant fabrication work beforehand, we established the exact body profile that every subsequent stage of the build would be based upon, ensuring the C10's unique styling was engineered with the same level of precision as the rest of the project.
Dry Build, Mechanical Installation & Initial Start-Up
With the principal fabrication work completed, the C10 progressed into its full dry-build phase. This stage brought the major mechanical, electrical and chassis systems together for the first time, allowing every component to be installed, tested and refined before the truck was dismantled again for final bodywork and paint.
The engine and gearbox were carefully installed into the chassis, with mounting positions, driveline angles and clearances checked throughout. Particular attention was given to the relationship between the drivetrain, chassis, suspension and exhaust system, ensuring the complete assembly worked as one cohesive package without compromising accessibility or future maintenance.
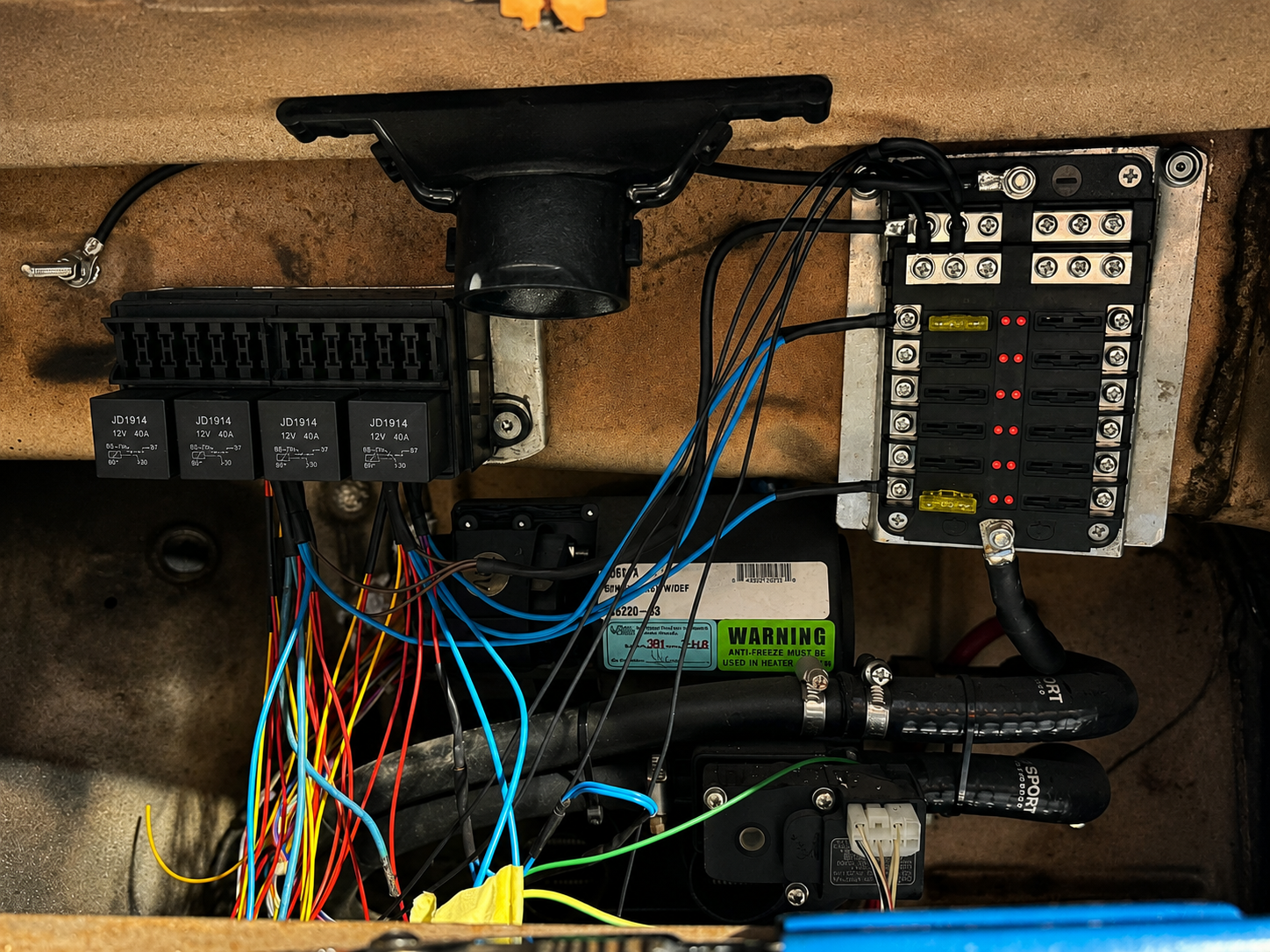
The engine management system was then installed and integrated into the vehicle. This included ECU fitment, diagnostic communication, wiring development and the connection of the required sensors, relays and control systems. The wiring was routed methodically to provide a clean installation while allowing the engine and supporting systems to be tested properly during the dry build.
All engine auxiliaries were fitted and connected, including the cooling, fuel, charging and intake systems. Pipework, hoses, brackets and mounting points were individually checked and adjusted to ensure suitable clearances, reliable operation and a professional final appearance.
The air-suspension system was also installed during this phase. The air lines were carefully routed and secured throughout the chassis, with the valves, tank, compressor and management components positioned to remain discreet while still being accessible for servicing. Once plumbed, the system was pressure-tested and operated through its full range of movement, allowing us to assess ride height, suspension travel, wheel clearance and overall stance.
The braking system was assembled, inspected and prepared for operation. Brake components were correctly aligned and shimmed where necessary before the complete hydraulic system was filled and thoroughly bled. Pedal operation, line routing and component clearances were then checked to ensure the braking system performed consistently and safely.
Before the first start-up, all required fluids and filters were replaced or installed. The engine-oiling system was primed, the cooling system was filled and checked, and the fuel system was inspected for correct pressure and operation. The gearbox, differential and braking systems were also filled with the appropriate fluids before a complete pre-start inspection was undertaken.
The engine was then started for the first time in its new configuration. During the initial start-up, we monitored oil pressure, coolant temperature, fuel pressure, charging voltage and live ECU data while inspecting the complete installation for leaks, unusual noises or faults. Diagnostic checks and initial calibration adjustments were carried out as the engine reached operating temperature, confirming that the drivetrain and supporting systems were functioning correctly.
Completing this process during the dry build allowed us to identify and resolve any mechanical, electrical or packaging issues before the vehicle entered the finishing stages. By proving the engine, gearbox, air suspension, braking system and electronics at this point, we could move forward knowing that the truck’s principal systems had already been successfully installed, operated and tested.

Strip Down, Chassis Separation & Sandblasting
With the dry build successfully completed and every major system tested, the C10 was carefully stripped back down in preparation for the body and paint stages. Having already proven the fitment and operation of the vehicle's mechanical and electrical systems, every component could now be removed with confidence, knowing any future assembly would be straightforward and precise.
The disassembly process was carried out methodically, with every panel, fixture, fixing and fabricated component removed in a controlled manner. Doors, front panels, interior components, trim and ancillary parts were carefully dismantled, catalogued and stored to ensure they remained protected and could be accurately refitted during the final assembly. This meticulous approach also allowed each individual component to be prepared and refinished to the same standard as the vehicle itself.
Once the body had been stripped, the cab and rear bed were separated from the chassis. Both assemblies were then mounted onto purpose-built transport frames, providing a secure platform that prevented movement or distortion while allowing unrestricted access to every surface during the restoration process. The chassis was also prepared independently, enabling each section of the vehicle to undergo restoration without compromise.
With the vehicle separated into its individual assemblies, the chassis, cab and bed were transported to our trusted sandblasting specialists. Abrasive blasting removed decades of paint, corrosion, surface contamination and previous repair materials, exposing clean bare metal throughout. This process provided an honest assessment of the condition of every component, revealing any hidden corrosion or previous repairs that would require attention before refinishing.
Returning the C10 to bare metal established the perfect foundation for the next stage of the project, ensuring every subsequent repair, fabrication detail and paint finish would be applied to a clean, stable and properly prepared surface capable of delivering a long-lasting, concours-quality result.





